板料冲压成形的性能及冲压材料介绍
【小型拖挂车,拖挂房车及配件=专业制造,诚信经营。】
【欢迎大单,不拒小单.TEL:l55522258l5张经理】
板料的冲压成形性能
板料对各种冲压成形加工的适应能力称为板料的冲压成形性能。具体地说,就是指能否用简便地工艺方法,高效率地用坯料生产出优质冲压件。冲压成形性能是个综合性的概念,它涉及到的因素很多,其中有两个主要方面:一方面是成形极限,希望尽可能减少成形工序;另一方面是要保证冲压件质量符合设计要求。下面分别讨论。
(一)成形极限
在冲压成形中,材料的最大变形极限称为成形极限。对不同的成形工序,成形极限应采用不同的极限变形系数来表示。例如弯曲工序的最小相对弯曲半径、拉深工序的极限拉深系数等等。这些极限变形系数可以在各种冲压手册中查到,也可通过实验求得。
依据什么来确定极限变形系数呢?这要看影响成形过程正常进行的因素是哪些。冲压成形时外力可以直接作用在毛坯的变形区(例如胀形),也可以通过非变形区,包括已变形区(例如拉深)和待变形区(例如缩口、扩口等),将变形力传给变形区。因此,影响成形过程正常进行的因素,可能发生在变形区,也可能发生在非变形区。归纳起来,大致有下述几种情况:
1.属于变形区的问题
伸长类变形一般是因为拉应力过大,材料过度变薄,局部失稳而产生断裂,如 胀形、翻孔、扩口 和弯曲外区等的拉裂。压缩类变形一般是因为压应力过大,超过了板材的临界应力,使板材丧失稳定性而产生起皱,如缩口、 无压边圈拉深 等的起皱。
2.属于非变形区的问题
传力区 承载能力不够:非变形区 作为传力区时 ,往往由于变形力超过了该传力区的承载能力而使变形过程无法继续进行。也分为两种情况:
1)拉裂或过度变薄;例如拉深是利用已变形区作为拉力的传力区,若变形力超过已变形区的抗拉能力,就会在该区内发生拉裂或局部严重变薄而使工件报废。
2)失稳或 塑性镦粗 : 例如扩口和 缩口工序是利用待变形区作为压力的传力区,若变形力超过了管坯的承载能力,待变形区就会因失稳而压屈,或者发生塑性镦粗变形 。
非传力区在内应力作用下破坏 :非变形区不是传力 区时,由于变形过程中金属流动的不均匀性,也可能产生过大的内应力而使之破坏。根据发生问题的部位不同,可分为:
1)待变形区拉裂或起皱:例如在盒形件的后续拉深工序中,待变形区金属流入变形区的速度不一致,靠直边部分流入速度快,角部金属流入速度慢。在这两部分金属的相互影响下,直边部分容易发生拉裂,角部则容易沿高度方向压屈起皱。
2)已变形区拉裂或起皱:如薄壁件反挤时,若金属从变形区流到已变形区的速度不均匀, 则速度 快的 部位易因受 附加压应力而起皱,速度慢的部位易受附加拉应力的作用而开裂。
综上所述,不论是伸长类还是压缩类变形,不论问题发生在变形区还是非变形区,其失稳形式无非两种类型: 受拉部位 发生缩颈断裂,受压部位发生压屈起皱。为了提高冲压成形极限,从材料方面来看,就必须提高板材的塑性指标和增强抗拉、抗压的能力。
(二)成形质量
冲压零件不但要求具有所需形状,还必须保证产品质量。冲压件的质量指标主要是厚度变薄率、尺寸精度、表面质量以及成形后材料的物理力学性能等。
金属在塑性变形中体积不变。因此,在伸长类变形时,板厚都要变薄,它会直接影响到冲压件的强度,故对强度有要求的冲压件往往要限制其最大变薄率。
影响冲压件尺寸和形状精度的主要原因是回弹与畸变。由于在塑性变形的同时总伴随着弹性变形,卸载后会出现回弹现象,导致尺寸及形状精度的降低。冲压件的表面质量主要是指成形过程中引起的擦伤。产生擦伤的原因除冲模间隙不合理或不均匀、模具表面粗糙外,往往还由于材料粘附模具所致。例如不锈钢拉深就很容易有此问题。
(一)板料冲压成形性能试验方法
板料冲压性能试验方法通常分为三种类型:力学试验、金属学试验(统称间接试验)和工艺试验(直接试验)。其中常用的力学试验有简单拉伸试验和双向拉伸试验,用以测定板料的力学性能指标;金属学试验用以确定金属材料的硬度、表面粗糙度、化学成分、结晶方位与晶粒度等;工艺试验也称模拟试验,它是用模拟生产实际中的某种冲压成形工艺的方法测量出相应的工艺参数。例如 Swift的拉深试验测出极限拉深比 LDR ; T ZP试验测出对比 拉深力的 T 值; Erichsen 试验测出 极限胀形深度 Er 值;K.W.I扩孔试验测出极限扩孔率λ等。下面仅对板材简单拉伸实验进行介绍。
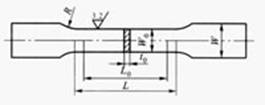
(二)板材拉伸试验
板材的拉伸试验也叫做单向拉伸试验或简单拉伸试验。应用拉伸试验方法,可以得到许多评定板材冲压性能的试验值,所以应用十分普遍。
由于试验目的不同,板材冲压性能评价用的拉伸试验方法和所得到的试验值均与为评定材料强度性能的拉伸试验有所不同。简单介绍如下 :
 图
图
试验设备:拉力试验机(机械式或液压式)。
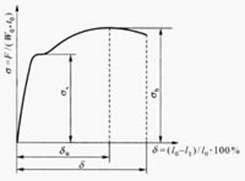
试验时,利用测量装置测量拉伸力P与拉伸行程(试样伸长值)ΔL,根据这些数值作出s-d曲线。(图
 图
图
1)屈服极限ss或s0.2;
2)强度极限sb;
3)屈强比ss/sb;
4)均匀伸长率du ;
5)总伸长率d;
6)弹性模数E;
7)硬化指数n;
8)厚向异性指数g
板料力学性能与板料冲压性能有密切关系。一般来说,板料的强度指标越高,产生相同变形量所需的力就越大;塑性指标越高,成形时所能承受的极限变形量就越大;刚性指标越高,成形时抗失稳起皱的能力就越大。
对板料冲压成形性能影响较大的力学性能指标有以下几项:
1)屈服极限ss 屈服极限ss小,材料容易屈服,则变形抗力小,产生相同变形所需变形力就小,并且屈服极限小,当压缩变形时,屈服极限小的材料因易于变形而不易出现起皱,对弯曲变形则回弹小。
2)屈强比ss/sb 屈强比小,说明σs值小而σb值大,即容易产生塑性变形而不易产生拉裂,也就是说,从产生屈服至拉裂有较大的塑性变形区间。尤其是对压缩类变形中的拉深变形而言,具有重大影响,当变形抗力小而强度高时,变形区的材料易于变形不易起皱,传力区的材料又有较高强度而不易拉裂,有利于提高拉深变形的变形程度。
3)伸长率 拉伸试验中,试样拉断时的伸长率称总伸长率或简称伸长率d。而试样开始产生局部集中变形(缩颈时)的伸长率称均匀伸长率du。du表示板料产生均匀的或稳定的塑性变形的能力,它直接决定板料在伸长类变形中的冲压成形性能,从实验中得到验证,大多数材料的翻孔变形程度都与均匀伸长率成正比。可以得出结论:即伸长率或均匀伸长率是影响翻孔或扩孔成形性能的最主要参数。
4)硬化指数n 单向拉伸硬化曲线可写成s=Ken,其中指数n即为硬化指数,表示在塑性变形中材的硬化程度。n大时,说明在变形中材料加工硬化严重,真实应力增加大。板料拉伸时,整个变形过程是不均匀的,先是产生均匀变形,然后出现集中变形,形成缩颈,最后被拉断。在拉伸过程中,一方面材料断面尺寸不断减小使承载能力降低,另一方面由于加工硬化使变形抗力提高,又提高了材料的承载能力。在变形的初始阶段,硬化的作用是主要的,因此材料上某处的承载能力,在变形中得到加强。变形总是遵循阻力最小定律,既“弱区先变形”的原则,变形总是在的最弱面处进行,这样变形区就不断转移。因而,变形不是集中在某一个局部断面上进行,在宏观上就表现为均匀变形,承载能力不断提高。但是根据材料的特性,板料的硬化是随变形程度的增加而逐渐减弱,当变形进行到一定时刻,硬化与断面减小对承载能力的影响,两者恰好相等,此时最弱断面的承载能力不再得到提高,于是变形开始集中在这一局部地区地行,不能转移出去、发展成为缩颈,直至拉断。可以看出,当n值大时,材料加工硬化严重,硬化使材料强度的提高得到加强,于是增大了均匀变形的范围。对伸长类变形如胀形,n值大的材料使变形均匀,变薄减小,厚度分布均匀,表面质量好,增大了极限变形程度,零件不易产生裂纹
5)厚向异性指数g
由于板料轧制时出现的纤维组织等因素,板料的塑性会因方向不同而出现差异,这种现象称塑性各向异性。厚向异性系数是指单向拉伸试样宽度应变和厚度应变之比,即:
g=eb/et (
式中 eb、et——宽度方向、厚度方向的应变。
厚向异性指数表示板料在厚度方向上的变形能力,g 值越大,表示板料越不易在厚度方向上产生变形,即不易出现变薄或增厚,g 值对压缩类变形的拉深影响较大,当g值增大,板料易于在宽度方向变形,可减小起皱的可能性,而板料受拉处厚度不易变薄,又使拉深不易出现裂纹,因此g值大时,有助于提高拉深变形程度。
6)板平面各向异性指数∆g
板料在不同方位上厚向异性指数不同,造成板平面内各向异性。用∆g表示:
∆g=(g0+g90+2g45)/2 (
式中 g0、 g90、g45——纵向试样、横向试样和与轧制方向成45°试样厚向异性指数。
∆g越大,表示板平面内各向异性越严重,拉深时在零件端部出现不平整的凸耳现象,就是材料的各向异性造成的,它既浪费材料又要增加一道修边工序。
冲压最常用的材料是金属板料,有时也用非金属板料,金属板料分黑色金属和有色金属两种。黑色金属板料按性质可分为:
1)普通碳素钢钢板 如Q195、Q235等。
2)优质碳素结构钢钢板 这类钢板的化学成分和力学性能都有保证。其中碳钢以低碳钢使用较多,常用牌号有:08、08F、10、20等,冲压性能和焊接性能均较好,用以制造受力不大的冲压件。
3)低合金结构钢板 常用的如Q345(16Mn)、Q295(09Mn2)。用以制造有强度要求的重要冲压件。
4)电工硅钢板 如DT1、DT2。
5)不锈钢板 如1Crl8Ni9Ti,1Cr13等,用以制造有防腐蚀防锈要求的零件。
常用的有色金属有铜及铜合金(如黄铜)等,牌号有T1、T2、H62、H68等,其塑性、导电性与导热性均很好。还有铝及铝合金,常用的牌号有L2、L3、LF21、LY12等,有较好塑性,变形抗力小且轻。
表
非金属材料有胶木板、橡胶、塑料板等。
冲压用材料的形状,最常用的是板料,常见规格如71031420和100032000等。对大量生产可采用专门规格的带料(卷料)。特殊情况可采用块料,它适用于单件小批生产和价值昂贵的有色金属的冲压。
板料按厚度公差可分为A、B、C 3种;按表面质量可分为 I 、 II 、 III 3种。
用于拉深复杂零件的铝镇静钢板,其拉深性能可分为ZF、HF、F 3种。一般深拉深低碳薄钢板可分为Z、S、P 3种。板料供应状态可为:退火状态M、淬火状态C、硬态Y、半硬(1/2硬)Y2等。板料有冷轧和热轧两种轧制状态。
| 表 | ||||||
| 材料名称 | 牌号 | 材料状态 | 抗剪强度 t / Mpa | 抗拉强度 s b / MPa | 伸长率 d 10 /% | 屈服强度 s s / MPa |
| 电工用纯铁 C<0.025 | DT1、DT2、DT3 | 已退火 | 180 | 230 | 26 | — |
| 普通碳素钢 | Q195 | 未退火 | 260~320 | 320~400 | 28~33 | 200 |
| Q235 | 310~380 | 380~470 | 21~25 | 240 | ||
| Q275 | 400~500 | 500~620 | 15~19 | 280 | ||
| 优质碳素结构钢 | 08F | 已退火 | 220~310 | 280~390 | 32 | 180 |
| 08 | 260~360 | 330~450 | 32 | 200 | ||
| 10 | 260~340 | 300~440 | 29 | 210 | ||
| 20 | 280~400 | 360~510 | 25 | 250 | ||
| 45 | 440~560 | 550~700 | 16 | 360 | ||
| 65Mn | 已退火 | 600 | 750 | 12 | 400 | |
| 不锈钢 | 1Cr13 | 已退火 | 320~380 | 400~470 | 21 | — |
| 1Cr18Ni9Ti | 热处理退软 | 430~550 | 540~700 | 40 | 200 | |
| 铝 | L2、L3、L5 | 已退火 | 80 | 75~110 | 25 | 50~80 |
| 冷作硬化 | 100 | 120~150 | 4 | — | ||
| 铝锰合金 | LF21 | 已退火 | 70~110 | 110~145 | 19 | 50 |
| 硬铝 | LY12 | 已退火 | 105~150 | 150~215 | 12 | — |
| 淬硬后冷作 硬化 | 280~320 | 400~600 | 10 | 340 | ||
| 纯铜 | T1、T2、T3 | 软态 | 160 | 200 | 30 | 7 |
| 硬态 | 240 | 300 | 3 |
| ||
| 黄铜 | H62 | 软态 | 260 | 300 | 35 | — |
| 半硬态 | 300 | 380 | 20 | 200 | ||
| H68 | 软态 | 240 | 300 | 40 | 100 | |
| 半硬态 | 280 | 350 | 25 | — | ||
复习思考题 1
1-1 简述变形温度、应力状态对塑性和变形抗力的影响。
1-2 塑性变形的应力应变关系有什么特点?
1-3 板料的拉伸试验所测得的力学性能指标有哪些?这些指标对冲压成形性能有什么影响?
1-4 什么是伸长类变形?什么是压缩类变形?板料成形中哪些是伸长类变形?哪些是压缩类变形?如何划分?
1-5 材料的哪些力学性能对伸长类变形有重大影响?哪些对压缩类变形有重大影响?为什么?
1-6. 当s1>s2>s3时,利用全量理论和体积不变定律进行分析:
(1)当s1是拉应力时,e1是否是拉应变?
(2)当s1是压应力时,e1是否是压应变?
(3)每个主应力方向与所对应的主应变方向是否一定一致?
【采购或咨询本文产品,请电话联系:l555-222-58l5 或点击下边QQ图标联系】
分类:杂谈| 发布:admin| 查看: | 发表时间:2014-02-12
原创文章如转载,请注明:转载自烟台铭科机电设备有限公司 http://www.ytmaker.com/
本文链接:http://www.ytmaker.com/dir-others/65.html
相关文章
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
【小型拖挂车,拖挂房车及配件=专业制造,诚信经营。】
【欢迎大单,不拒小单.TEL:l55522258l5张经理】
广告宣传
置顶推荐
本类更新
- 24小时排行
- 最新评论
- 最新留言