铝合金轮毂材质
【小型拖挂车,拖挂房车及配件=专业制造,诚信经营。】
【欢迎大单,不拒小单.TEL:l55522258l5张经理】
A 3 5 6 合金是一个典型的A l-Si-Mg系三元合金,是一个具有优秀的综合性能的铸造铝合金。它不仅具有很好的铸造性能(流动性好、线收缩小、无热裂倾向),可铸造薄壁和形状复杂的铸件,而且通过热处理可达到较高的强度、良好的塑性和高冲击韧性的理想综合,因此成为了汽车铸造铝轮毂的首选材质。
为何选用美国标准
A356合金是美国铝业协会标准中的一个牌号系列,这个系列有三个合金:A356.0、A356.1、A356.2,是356系列的一部分。其成分见表1。
表1 美铝业356系列合金与国产ZL101系列铝合金化学成分比较单位:%
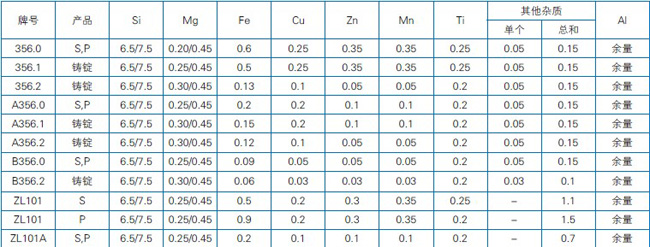
注:
1.356系列是美国标准的牌号,ZL101系列是中国标准的牌号;
2.S-砂型铸造,P-金属型铸造;
3.中国标准还对Pb及Sn杂质含量作了单独规定(美国标准将其归于其他杂质):Pb<0.05,Sn<0.01(对应ZL101),Pb<0.03,Sn<0.01(对应ZL101A);
4.356.2合金的含Fe量最高可到0.25%。
可以看到,这Al-7Si-Mg系列的合金化学成分设计有以下特点:无论是美国标准还是中国标准,其共同特点是具有相同的Si元素的成分范围:(Si-6.5/7.5);对于镁元素来讲,铸件材质要求的Mg在0.25~0.45;在美国标准中对铸锭中的镁元素要求提高了0.05%,即0.30~0.45,主要是考虑在熔炼时镁元素的烧损。
该系列化学成分主要差别在于对杂质含量的规定。对于美国标准而言,牌号的首位字母标致其性能高低的等级,以供选用者根据不同的应用要求来确定牌号。首位字母为B的性能最高,因此对杂质的要求也最严。首位无字母的合金则性能较差,主要应用于一般要求的场合。A356系列则是介于之间的材质。牌号的末位的数字(0,1,2)是根据不同的场合下,对各种杂质的限定。A356.0是针对生产的铸件的材质而规定的材料成分;而A356.1、A356.2两种牌号,则是根据不同使用要求,为生产铸件的原材料即铸锭所制订的两种成分。可以注意到,目前汽车轮毂铝往往是用美国标准的A356.2的要求来规定其对合金铸锭的要求的。对于中国标准而言,可以看到,在材质分类上是分得比较粗的。ZL101系列主要规定了铸件的材质,要求高的为ZL101A;一般要求的为ZL101。中国标准没有给出对用于铸造的原材料,即铸锭的成分要求。正因为这种情况,在目前汽车行业中铝轮毂用铝通常都选用美国标准来规定其成分和相应的要求。
组织和凝固特性
A356合金是Al-Si二元合金中添加镁、形成强化相Mg2Si,通过热处理来显著提高合金的时效强化能力,改善合金的力学性能。
在Al-Si-Mg三元系中,Mg2Si为稳定化合物,可与铝构成伪二元系,使Al-Si-Mg系分成α+Mg2Si+Si及α+Mg2Si+Mg5Al8二个三元共晶系,三元共晶温度分别为558℃和448℃。A356合金处于α+Mg2Si+Si三元共晶系内,其平衡组织为初生α+(α+Si)共晶+Mg2Si。
在冷却时,由液相先析出α铝,随着铝的析出,液相成分变至二元共晶线,发生共晶反应L→α铝+Si。由于A356的含Si量仅为7%,所以,在液相成分没达到三元共晶点时,液相消失,凝固完毕。凝固后的组织为初生α+(α+Si)共晶。凝固后,含有Si和Mg元素的铝固溶体,在继续冷却过程中析出Si和Mg2Si。室温下的组织为初生α铝+(α+Si)共晶+Mg2Si。在冷却速度较快的铸造过程中,次生相Si和Mg2Si弥散细小不易分辩,而表现出如图3所示的α+(α+Si)共晶。在实际铸造条件下,即在非平衡凝固的条件下,除基本相外,还可出现少量α+Mg2Si+Si三元共晶体和杂质铁等构成的杂质相和一些复杂的多元共晶相。杂质相主要有α(Fe3SiAl12)、β(Fe2Si2Al9)和Al8FeMg3Si6。这些针状杂质相会破坏基体的连续性,严重地影响着合金的性能,特别是材料的塑性和冲击韧性。这种形态对材料的力学性能有很坏的影响,不采取相应的措施,改变硅相的形态分布,材料是很难有实用的价值。
熔体组织处理
熔体组织处理是在铝合金熔炼过程中所进行的变质处理和晶粒细化处理的统称。为了获得良好的性能综合,A356合金在熔炼中必须进行变质处理和细化晶粒处理。
1. A356合金的变质处理
A356合金含有7%左右的硅相,硅主要以共晶硅的形态存在于基体中。在没有处理的合金中,硅相是以片条状的形态分布在铝基体上,片条状的脆性硅相会破坏铝基体的连续性,严重影响合金的力学性能,特别是它的塑性和冲击韧性。A356合金的变质处理是通过加入一些微量元素来改善该合金中硅相的形状、大小和分布,从而,有效地把片条状硅相对性能的不利影响降低到最低程度。
Al-Si合金的变质现象是1920年法国的A.Pacz发现的。向Al-Si合金熔体中加入少量的钠可使共晶硅相形态大小发生很大变化,使原片状硅球化和纤维化,有效地改善了合金的力学性能,使这种原来无法在工业上应用的合金一跃变成可广泛应用的有良好的综合性能的铸造合金。但钠变质在长期工业应用过程中发现有过早衰退失效的问题,钠的变质效果只能维持几十分钟,使其应用很不方便,变质的稳定性很差。使人们开始了长效变质剂的开发研究。
A356合金的变质,目前主要是采用锶(Sr)变质。锶变质有很好的长效性,可使变质效果维持长达5~8小时。正因为这特性,在目前的铝轮毂铸造生产中,普遍应用这种变质方法。但研究表明,锶的加入加大了铝熔液的吸气性。因此在熔炼工艺中,必须采取相应的措施,来防止合金的吸气。
2. A356合金的细化晶粒处理
生产实践已证明,组织的细化可有效改善合金的性能。合金的晶粒细化处理,其基本原理是向合金熔体加入少量能形成异质形核的物质,在熔体内产生大量的结晶核心,使合金在
凝固时获得细小的晶粒。对A356合金而言,组织的细化主要是指合金的基体-α铝固溶体的晶粒细化。通常在A356合金熔炼时,加入少量的Ti和B。利用钛与铝形成的Al3Ti能作为α铝固溶体的结晶核心,起到异质核心作用,细化铝合金组织。
热处理强化
镁和硅在铝中的固溶体随温度的变化,其Mg2Si固溶度有很大的变化。这种特性使A356合金有很好的热处理强化的可能。在工业上可以通过淬火时效热处理(一般用T5规范)来实现热处理强化。
α+Mg2Si+Si共晶体的熔点是550℃,所以,A356合金的淬火温度应为低于该温度的535℃。在该温度下,经过30分钟,Mg2Si相就已完全溶入固溶体中了。根据生产实际情
况,由于铸件组织的不均匀,通常要求保温时间不小于2小时。淬火可在冷水中进行,也可根据零件的壁厚和复杂程度决定在热水(70℃~100℃)中淬火。最常用的时效规范是淬火后加热到150℃~160℃保温3~5小时。提高温度或延长保温时间都会显著降低A356合金的塑性。
研究表明,在时效过程中,Mg和Si从铝中析出是按以下方式进行:
1. 最初原子按照镁原子和硅原子相互接近的方向迁移,并重新组合形成过渡相β',在固溶体内这种原子的重新组合,往往导致晶体点阵的畸变。
2. 继而β'过渡相形核,形成具有六方点阵的β'相。由于该相与母体点阵无共格关系,晶体点阵的畸变导致大量位错的积聚,这就是淬火时效使A356合金强化的原因。
3. 进而,形成六方点阵的稳定的β-M g 2S i 相。在较低的时效温度下时效时,固溶体析出稳定的β-M g 2S i 相进行得很慢,但在高温下(在3 0 0 ℃)只需3 0 m i n 就全部析出了。
在时效时析出的Mg2Si相质点是很小的,即使在300℃高温时效时,Mg2Si相的质点尺寸也仅为几百个纳米。因此,对于A356合金而言,它的强化相一般的显微镜下很难观察到。
轮毂用A 3 5 6 合金熔炼的特点
汽车轮毂是关系到汽车安全的关键零件,对汽车轮毂用材的力学性能有很苛刻的要求。不仅要有足够的强度,还要有很好的塑性和冲击韧性。与此同时,对铝轮毂铸件的内部冶金质量也有很高的要求。从而,大大提高了做铝轮毂的材质要求。因此,也就对轮毂用的A356合金的熔炼提出了很高的要求。归纳下来,有以下几个方面的要求:
1. 对汽车轮毂用的A356合金而言,其化学成分,特别是对其杂质含量的控制有很严格的要求。提供给做轮毂的A356合金锭,必须按A356.2标准来要求。对含铁量而言,要控制在0.12%以下,其他杂质,如Cu、Zn、Pb、Ca等都有非常低的控制范围。这对熔炼的成分控制提出了非常高的要求。由于对铝轮毂铸件的内部冶金质量有很高的要求(针孔度要求达到一级,不允许有氧化夹杂、缩松、裂纹等任何缺陷等),因此对铸造用铝熔液的冶金质量提出了苛刻的要求。如熔液的含氢量、净化程度等都要有严格的控制。
2. 为了使轮毂铝获得好的综合性能,因此对A356合金的铝熔液的熔体组织处理也提出了特殊的要求。无论是硅相的变质处理,还是α铝固溶体的晶粒细化处理都必须做到较高的标准。正因为有这样苛刻的要求,也就突显出A356合金熔炼的特点。配制A356合金的原材料的选择是熔炼合格A356合金的第一关口。无论是原料化学成分(包括其主要合金元素和各种杂质元素的含量),还是原料的冶金质量(无论是含气量还是杂质含量)都必须严格按要求控制。特别是想用废弃铝来炼制汽车轮毂用A356合金,在这方面的控制就更为重要,建立废弃铝分选的质量控制体系就是势在必行,它是保障生产出合格的A356合金的第一环。
必须严格控制熔炼过程中的二次污染,这是生产汽车用轮毂铝A356合金的第二特点。实践表明,铝液的品质在很大程度上将取决于该合金的熔炼过程有无二次污染,特别是要求极高的汽车轮毂用铝液。有效防止在熔炼过程中铝液与炉衬、炉气的反应,控制熔炼过程中的增铁、夹杂和元素的烧损,解决熔炼过程中铝液的吸气和氧化等问题将是生产这种高品质汽车轮毂用A356合金的熔炼技术核心要点。
配制最有效的熔体处理工序,在A356合金熔炼过程中,是又一个特点。这也许会提高些处理成本,但它是必须的。熔体的处理有两部分:熔体的净化处理和熔体组织控制处理。
净化处理是将熔液的含氢量和氧化夹杂量控制在最低程度;熔体组织控制是采用有效的变质处理和细化晶粒处理来优化合金组织,改善合金组织性能。在A356合金的熔炼中,为了保证其冶金质量的要求,通常都是配以最有效的熔体处理工序来完成其熔炼工序的。开发高效、优质、无污染铝合金熔体净化变质处理技术,将是实现废弃铝优质再生用于生产汽车轮毂铝
工程中要攻克的技术难关。
随着人类社会的发展,以汽车为代表的运输工具,越来越成为人们生活必不可少的组成部分。汽车工业必将随之出现迅猛发展。由于汽车的轻量化、节能等方面的要求,铝轮毂在汽车上的应用比例越来越高。轮毂铝的需求量也必然越来越大。轮毂铝在我国的生产几乎100%是用原生铝来配制的。据笔者所知,我国还没有一家生产汽车轮毂铝的企业是用废弃铝来生产的。大批的废弃汽车轮毂铝只能重熔,降级使用,造成了资源的浪费和经济的损失。开发研究技术实现用废弃铝再生生产能满足汽车轮毂性能要求的轮毂铝,以减少汽车轮毂生产对原生铝的依赖,一方面,为减少自然资源的消费,降低能耗和成本作出了贡献,另一方面,也为提高再生铝自身的使用价值,拓展应用领域,增加效益,指出了方向。相信,在我们大家的共同努力下,用废弃铝生产汽车轮毂铝A356合金,必将会大大地向前迈进一步。
【采购或咨询本文产品,请电话联系:l555-222-58l5 或点击下边QQ图标联系】
分类:杂谈| 发布:admin| 查看: | 发表时间:2014-10-19
原创文章如转载,请注明:转载自烟台铭科机电设备有限公司 http://www.ytmaker.com/
本文链接:http://www.ytmaker.com/dir-others/铝合金轮毂材质20141019.html
相关文章
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。
【小型拖挂车,拖挂房车及配件=专业制造,诚信经营。】
【欢迎大单,不拒小单.TEL:l55522258l5张经理】
广告宣传
置顶推荐
本类更新
- 24小时排行
- 最新评论
- 最新留言